Delivering Drainage Solutions for Canterbury’s Landmark Stadium Development
One New Zealand Stadium (Te Kaha) is Christchurch’s new multi-purpose venue designed to host major sporting events and concerts. The development represents a significant investment in the city’s future, creating a modern enclosed stadium capable of accommodating thousands of visitors while providing premium facilities for athletes, staff, and patrons.
The scale and diversity of the project required drainage solutions across a variety of environments, including commercial kitchens, player changing rooms, public amenities, and external pedestrian areas. Each location presented different hydraulic and operational requirements, requiring a combination of standard and project-specific drainage systems.
One of the more unique challenges involved the player changing room facilities. The design incorporated large communal shower areas where multiple shower heads could operate simultaneously. While the anticipated flow rates were high, only a single waste connection had been allocated within the plumbing design. This required a drainage solution capable of managing significant water volumes without compromising performance.
Working alongside David Browne Contracting (DBC), Allproof Industries developed a custom Vision Shower Channel system. By increasing the channel width, depth, and outlet size, the hydraulic capacity of the system was significantly improved while still utilising the available waste connection. Equator grates were selected to provide a durable and architectural finish suitable for a high-profile facility.
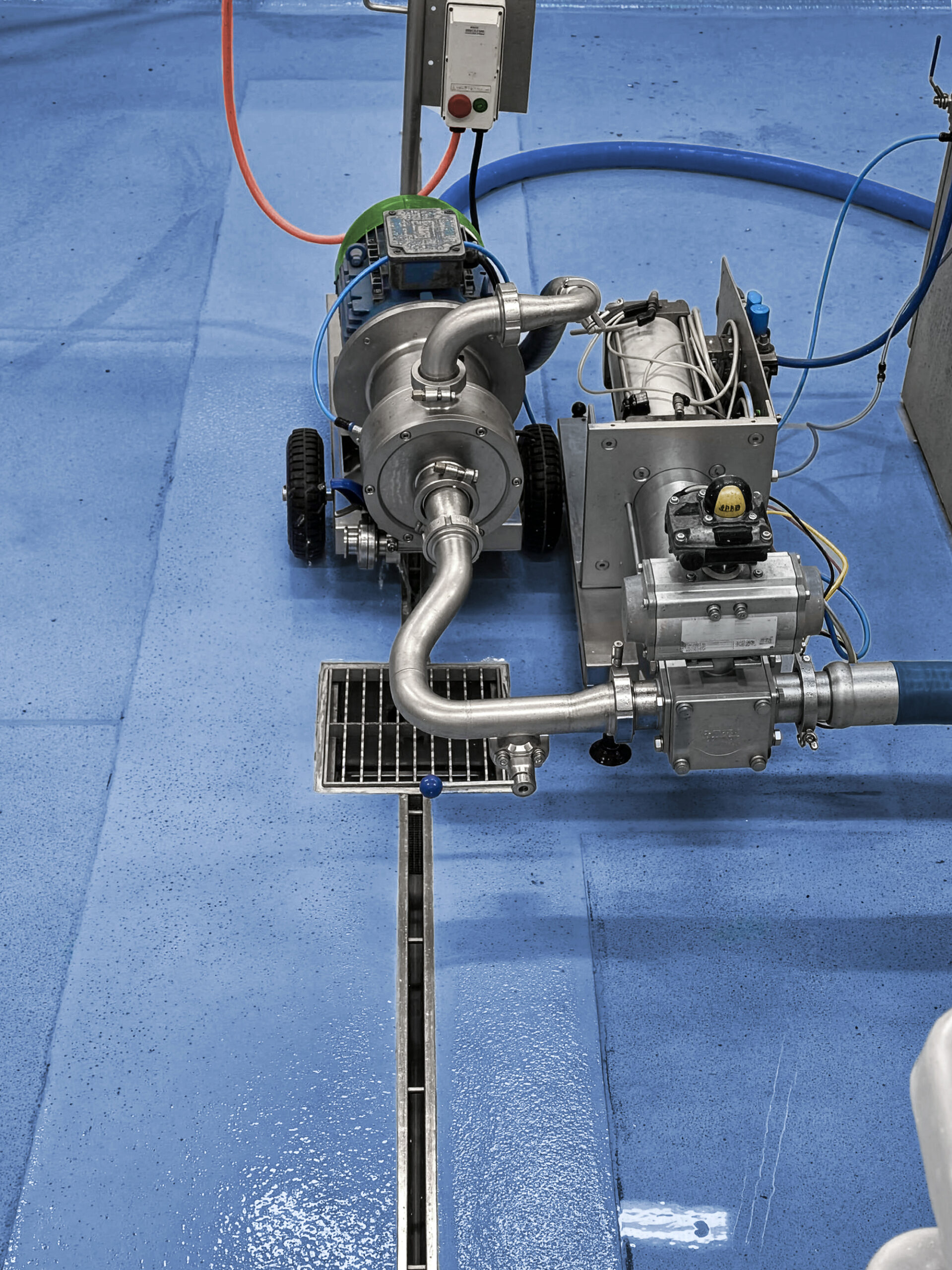
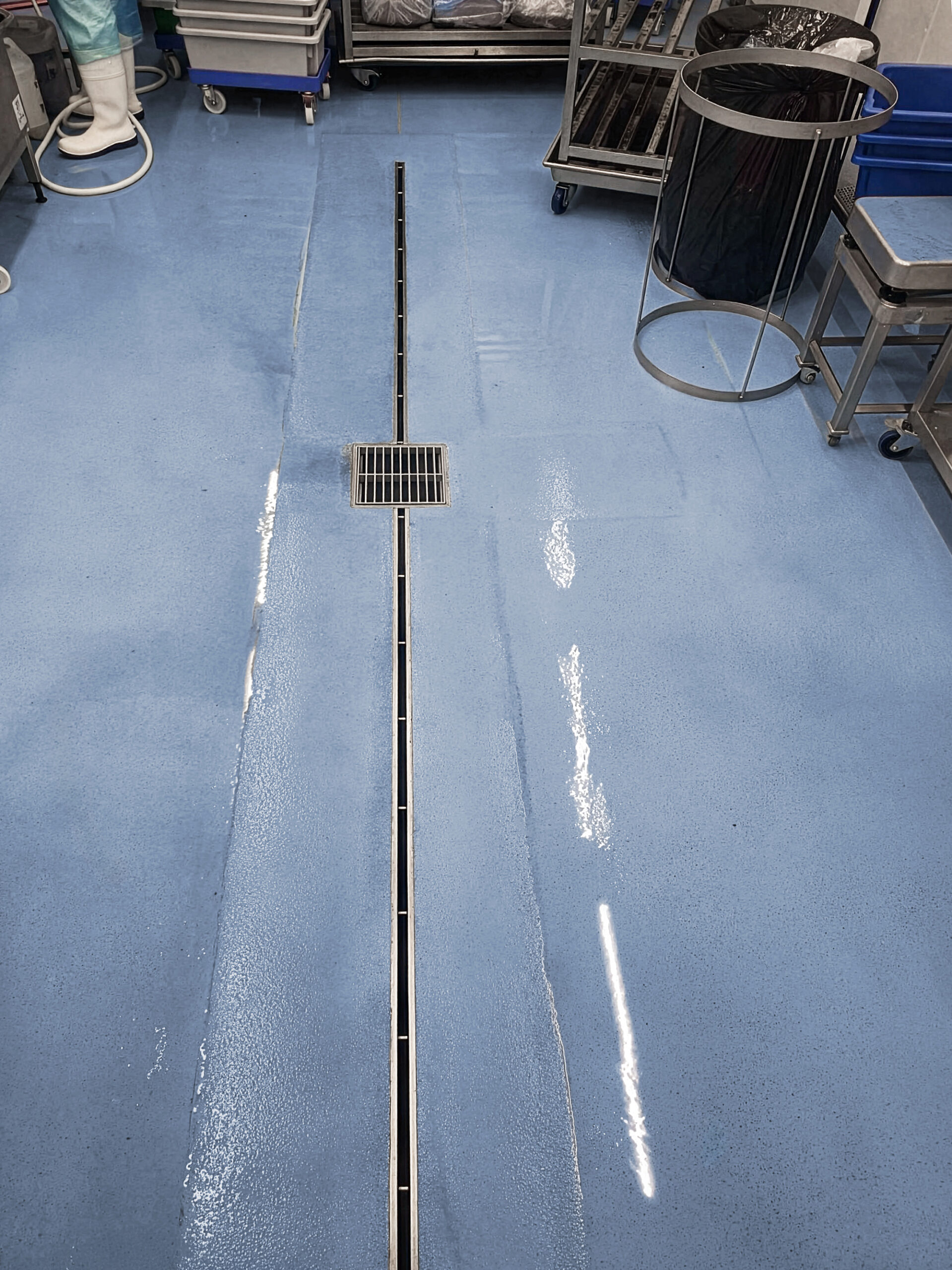
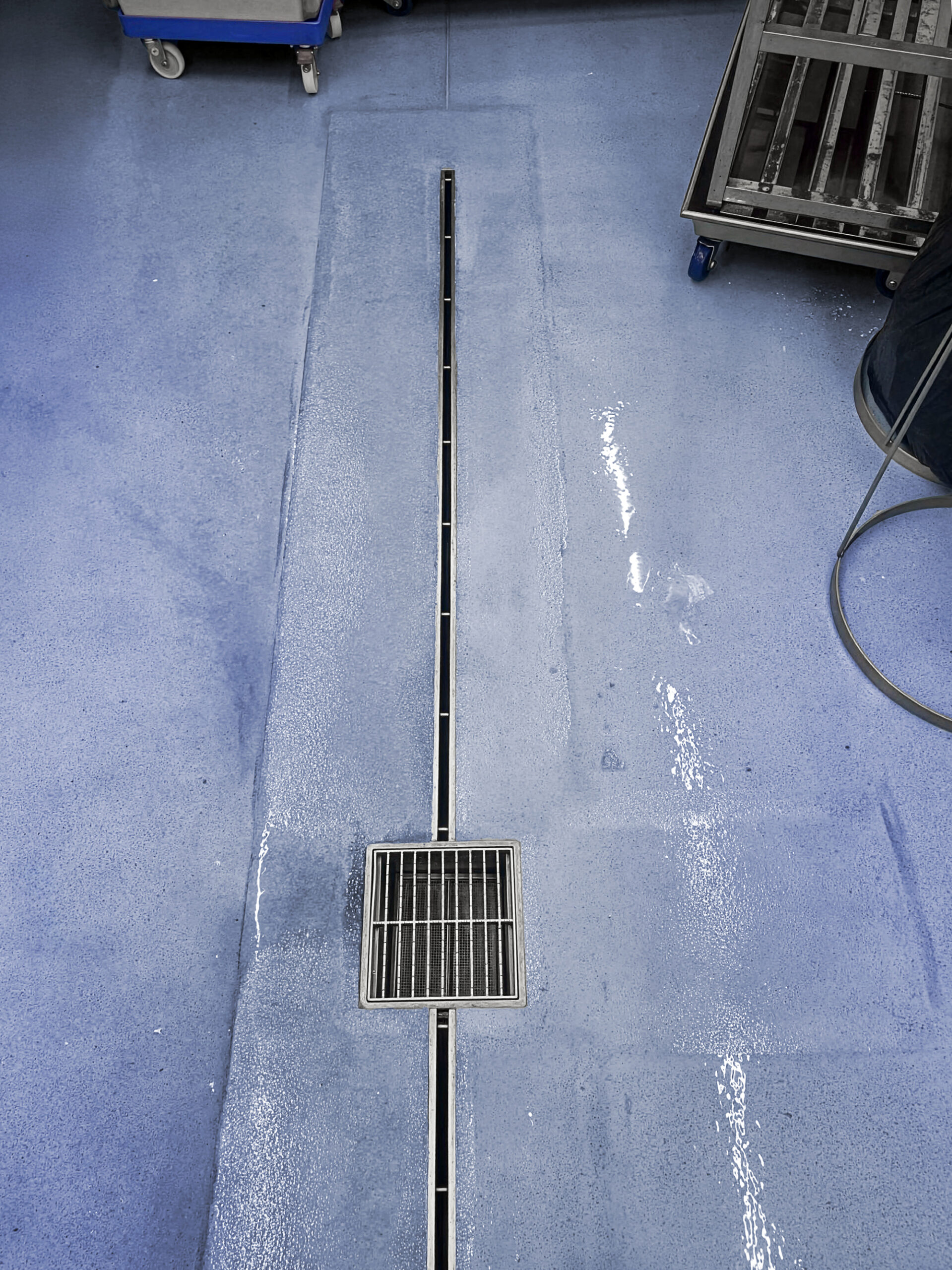
Commercial kitchen areas required robust and hygienic drainage systems capable of withstanding demanding operating conditions and regular washdown procedures. Vinyl Clamping Channels and sumps were supplied to provide secure integration with commercial vinyl flooring finishes while maintaining efficient drainage performance and ease of maintenance.
Externally, the stadium required effective management of surface water across extensive pedestrian circulation areas and loading bays. Polymer concrete channels fitted with stainless steel wedge wire and heelproof cast iron grates were selected to provide the necessary hydraulic capacity, durability, and load performance for high-traffic environments. Allproof’s General-Purpose Outlet Tundish is also featured within the development.
The project incorporated a combination of off-the-shelf and custom-manufactured drainage products, allowing each area of the stadium to be serviced by a solution tailored to its specific requirements. Throughout construction, close collaboration between DBC, BESIX Watpac, and Allproof ensured products were supplied as required and technical support was available whenever needed.
In total, the project utilised a broad range of drainage solutions across internal and external applications, demonstrating the importance of selecting systems appropriate to each environment. Through a combination of customised hydraulic design, durable materials, and ongoing project support, the completed stadium now benefits from drainage infrastructure designed to perform reliably during major events for many years to come.
As one of Christchurch’s most significant recent developments, One New Zealand Stadium stands as an important asset for the Canterbury region, showcasing how collaboration between contractors, designers, and local manufacturers can contribute to the successful delivery of complex projects.
Project Team
Main Contractor: BESIX Watpac
Plumbing Contractor: David Browne Contracting
Products Supplied
Vinyl Clamping Channels & Sumps
168.100VCR Stainless Steel Drainage Systems
Custom Vision Shower Channels with Equator Grates
PC125 Polymer Concrete Channels with Stainless Steel Wedge Wire Grates
PC125 Polymer Concrete Channels with Heelproof Cast Iron Grates
GPO Tundish
Finishing Collar