
Local Solution Selected for High Hygiene Environments
Allproof works with designers to provide drainage solutions that meet the hygiene, cleaning, and maintenance requirements of food processing facilities.
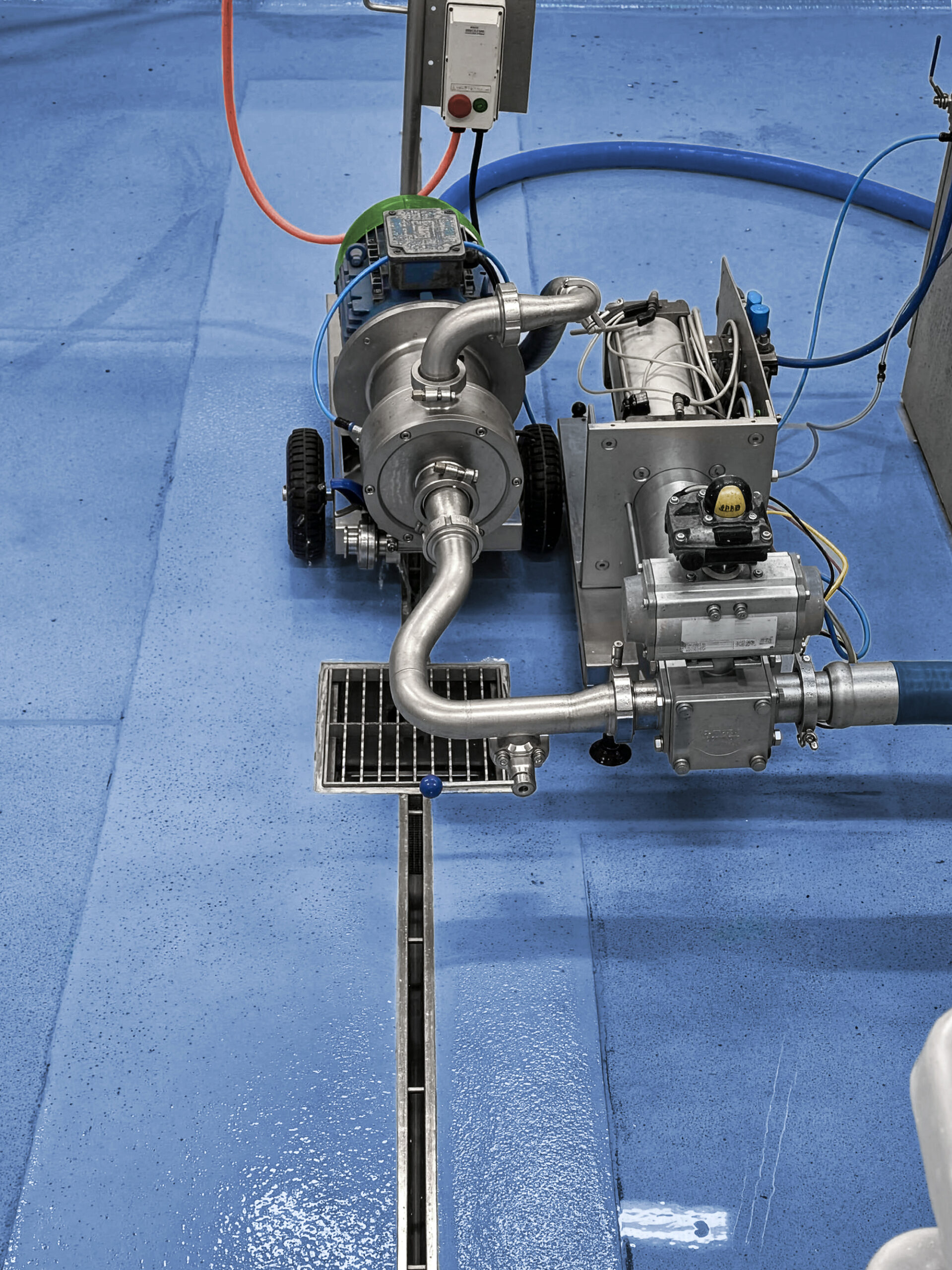
When it comes to food processing and packaging, hygiene is critical. These areas operate under strict cleaning and maintenance regimes to maintain compliance. A major part of this performance is the effective management of trade waste. A well designed drainage system ensures hygiene standards are upheld throughout the process and that flooring remains clean and dry, supporting a safe working environment for staff.
A recent project where Allproof was engaged to assist was at The Pure Food Co. production facility in Auckland. The base build fit-out had included an imported stainless steel floor drain system that was not suitable for the demands of fortified food processing. The gratings were slippery and the components were not fit for purpose. The customer was experiencing frequent blockages caused by strainers filling too quickly, which left product on the floor instead of draining into the channels. This resulted in regular shutdowns of the production lines for maintenance and cleaning.

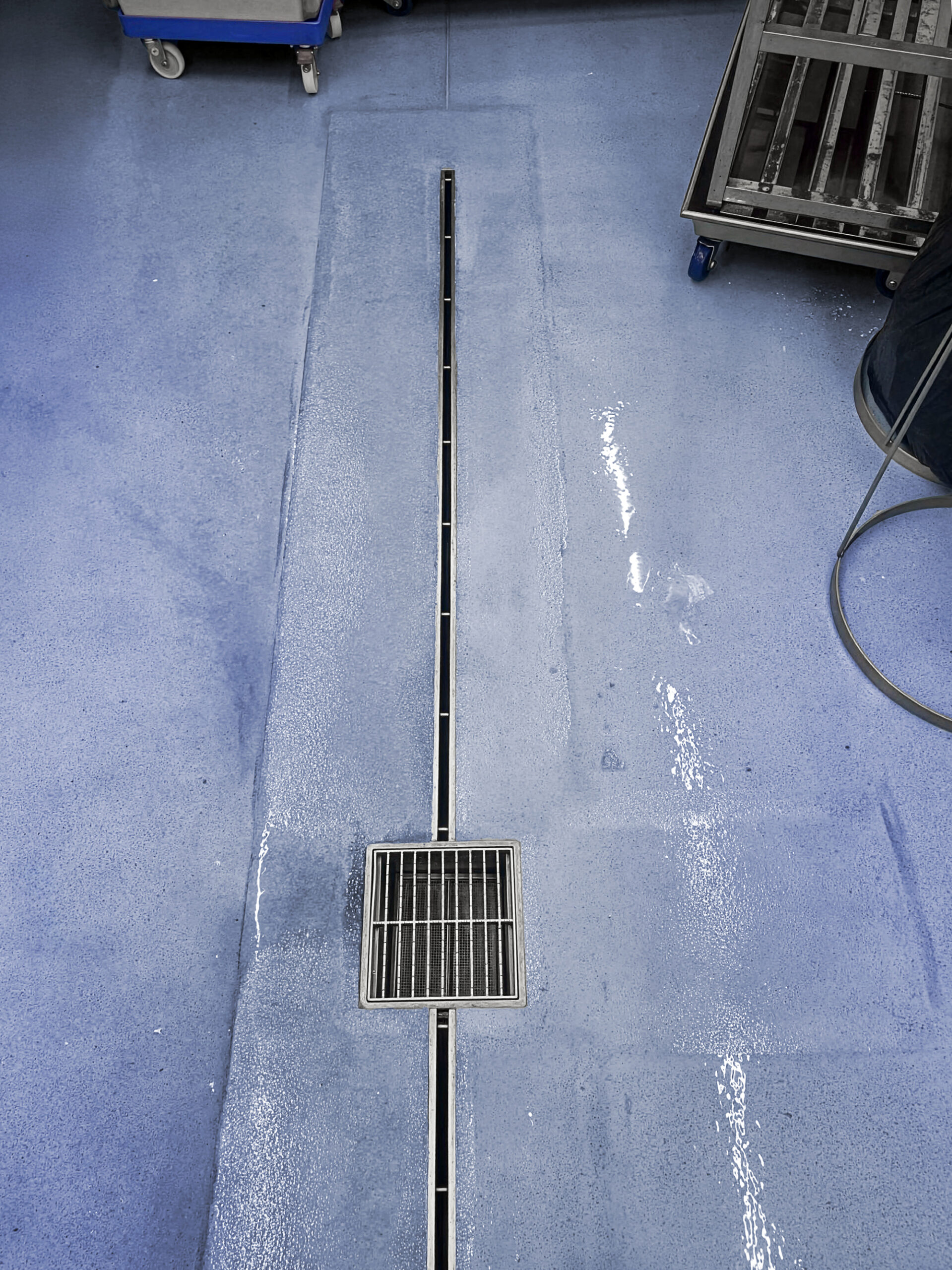
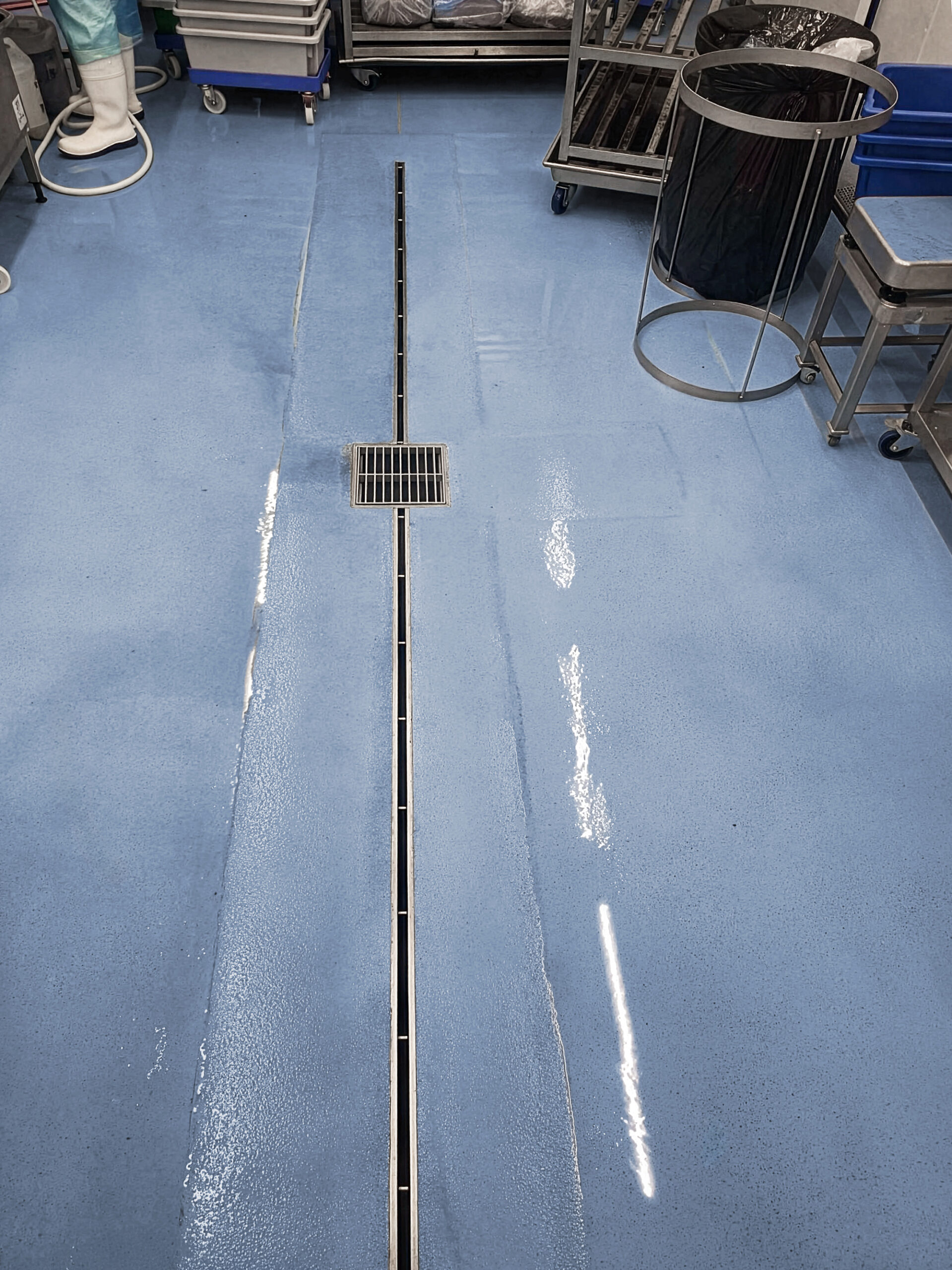

Allproof worked alongside the team to provide a replacement solution that matched the process requirements of this innovative New Zealand business. Close interaction between the customer, their staff, and the manufacturer resulted in a system supplied to site in a timely manner and suited to the application. The replacement system, manufactured in Allproof’s Toitu enviromark® bronze certified facility, included channel drains with wide openings and R13 slip rated gratings to provide a safer and more durable working environment. The strainer baskets within the sumps were increased in size and designed for easier servicing, reducing downtime during cleaning and sterilisation. The solution was specified, designed, and delivered on time so the changeover caused minimal disruption to production.
Another example is the Ziwi meat processing facility, where the original channel supplier was replaced with Allproof after it became clear that their generic system did not meet the site’s specific needs. With Allproof, the customer was able to customise sizing and slopes for slot drains, and specify sumps and channels to suit the application rather than accept standard off-the-shelf limitations. A key development was the redesign of the strainer baskets to incorporate larger openings that allowed meat particles up to 20mm to pass through effectively. Allproof also recommended adding a T-bar riser to assist staff in locating sumps during washdown procedures. The overall design has resulted in a system that is easier to clean and maintain, supporting a consistently high hygiene standard.






In high hygiene environments, the design and in-service demands on a drainage system must be prioritised from the outset. A local manufacturer with proven experience can advise on the most suitable product for each application, provide both standard and custom solutions, and deliver within the required timeframes. Whether the facility is a food processing plant, a healthcare or aged care site, or a secure unit requiring anti-ligature design, engaging Allproof at the early design stage helps ensure that safety, hygiene requirements, and internal processes are fully supported.
Related Products:








